Alfa Laval PureDry
Application
Unreliable fuel oil prices and more stringent emissions controls are putting increasing pressures on ship owners and diesel power plant operators. To address these challenges and improve overall performance, owners and operators are undertaking measures, such as reduced engine speed and the introduction of emission control technologies, to improve fuel efficiency and reduce emissions.
Waste fuel oil recovery from sludge and substantial sludge minimization achieved by Alfa Laval PureDry is also gaining ground as an effective fuel and emissions reduction method, according to the International Maritime Organization MEPC.1/Circ. 642 guidelines for oily waste (sludge) handling systems used in machinery spaces of diesel engine installations.
Alfa Laval PureDry
Reliable and effective, the PureDry waste fuel oil recovery and sludge minimization system is an automated modular system for the continuous recovery of fuel oil from waste fuel oil from machinery spaces of diesel engine installations onboard ships and in power plants.
PureDry typically separates waste oils into three phases:
- Water containing less than 1,000 ppm oil
- Oil containing less than 5% water
- Super-dry solids to be landed ashore as dry waste
The recovered fuel oil is returned to the fuel oil bunker tank for reuse.
Fuel is also saved indirectly by sludge minimization, due to the complete segregation of liquid and solid content. When oil and water are removed by PureDry, the small quantity of super-dry solids that remains can simply be landed as dry waste. This eliminates the need for sludge incineration, which results in the use of additional diesel oil and/or additional costs for landing sludge ashore.
Easy to install and easy to use, the system is compact and modular, providing installation flexibility and convenience. Intelligent automation provides operational flexibility, enabling adaptation to varying feed conditions without requiring additional process water or generating additional waste.
Features and benefits
Substantial fuel savings. By recovering fuel oil (FO) from waste oil for reuse, PureDry helps cut fuel bills by up to 2% and generally pays for itself within a few years after commissioning.
Minimal solids handling and disposal costs. PureDry remove the maximum amount of water from waste oil, reducing oily waste that requires costly onshore disposal by up to 99% while minimizing the amount of oily waste forwarded to downstream systems, such as bilge water treatment systems.
Increased payload capacity. PureDry significantly reduces waste oil and wastewater holding tank volumes, thereby increasing payload capacity.
Compact modular design. PureDry is a modular system that enables compact and flexible installation in virtually any location.
Enhanced environmental profile. Waste fuel oil recovery and sludge minimization with PureDry enhances a company’s environmental profile by reducing fuel consumption and eliminating spent fuel incineration, which results in emissions and thereby a larger carbon footprint.
Easy, automated operation. PureDry starts and stops at the push of a button, continuously monitors operation and easily integrates with existing systems for local or remote control.
Robust and stable. New heater and software specifically designed for waste fuel oil enable robust and stable operations. Also newly added heat tracing element at the valve block prevents clogging of sludge inside the system.
IMO compliance. PureDry is IMO-compliant in accordance with MARPOL rule MEPC.1/Circ.642, which encourages the recovery and reuse of FO fraction as fuel.
System components
The PureDry scope of supply includes everything needed for a complete waste fuel oil recovery and sludge minimization system. The system has five key components: the BX 50 separator, heater unit, pump unit, demulsifier unit and control unit.
- Three-way valve
Directs the feed from the heater to the separation stage. - Three-way changeover valves
Directs the treated media to different tanks depending on process status. - Demulsifier dosing unit
Enhances separation efficiency by adding Alfa Laval demulsifier to the feed. - Feed pump with electric motor
Transfers oily waste to the heater. - Pressure transmitters
Measures the pressure in the inlet and outlet and signals the process controller. - Duplex strainer
Traps large particles in the feed before it enters the heater. - Shell-and-tube heater
Raises temperature of the feed to the required treatment temperature of 95°C. - Temperature transmitters
Measures the temperature of the liquid from the heater and signals the process controller. - Constant pressure valve
Ensures stable feed conditions despite viscosity variations. - BX 50 high-speed centrifugal separator
Continuously separates oily waste into oil, water and solids. - Flow meter water
Measures the water flow rate out of the separator with high accuracy. - Flow meter fuel
Measures the oil flow rate out of the separator with high accuracy using a full-flow meter. - EPC 60 control unit
Automatically regulates the operation of the BX 50 separator.
For optimum separation efficiency, the heater raises the temperature of the unprocessed liquid to the desired feed temperature of 95°C.
The BX 50 high-speed centrifugal separator continuously processes waste fuel oil, separating oil, water and solids. The separator bowl containing a disc stack rotates at high speed, and solids from the waste oil feed accumulate at the bowl periphery.
From the periphery, solids are continuously discharged by a patented spiral-shaped device called the XCavator into a container under the separator. The amount of solids accumulated is continuously monitored by means of a load cell.
An oil paring disc, which forms part of the separator bowl, continuously discharges recovered oil from the separator through the oil outlet under pressure. The oil is directed to the recovered fuel oil tank. A built-in water paring disc continuously discharges separated water through the water outlet.
Although sealing water is added to the bowl during start-up, no more water needs to be added, thus no additional waste is created by the process itself.
The separated water is then transferred either to the ship’s bilge water treatment system for further processing to ensure that it meets IMO standards for discharge overboard, or to another downstream treatment system, or back to the waste oil tank, depending upon the process conditions.
The process is continuously monitored and controlled by the EPC 60 control system for fully automatic operation.
Technical data
Performance
| Capacity | Max. 400 m3 /h |
| Inlet gas temperature | Max. 80°C |
| Nominal flow | 150 m3 /h |
| Cleaning efficiency at nominal flow | 98.5% |
| Sound level | 72 dB(A) |
Dimensions and weight
| Size (height x length x width) | 698 x 342 x 401 mm |
| Weight | 45 kg |
Ambient conditions (operations)
| Separator | +5 to +60°C |
| Frequency converter | +5 to +60°C |
| Surrounding temperature | +5 to +50°C |
| Humidity | Must not be exposed to water |
Electrical system
| Operating voltage | Three phase 380–480 VAC |
| Frequency | 50 or 60 Hz |
| Power | Max 1.0 kW |
Separator
| Rotation speed synchronous | 7200 rpm |
| Number of discs | 185 |
| Housing | Aluminium casting |
| Start time | Approx. 30 seconds |
| Stop time | Approx. 2 minutes |
| Mounting angle | Max. 3° from vertical line |
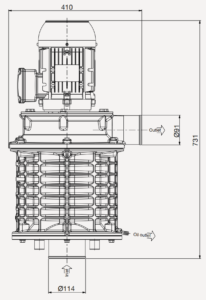
Dimensions