Home » Separators » Alfa Laval Separators »
Alfa Laval Clara 750 Separator
Introduction
The use of separators in different food and beverage applications goes back to the end of the 1800s. Based on the long experience within the food and beverage industry, Alfa Laval separators are specially designed for the requirements and demands of this industry.
The Clara separators are high performance clarifiers with intermittent discharges. The design ensures low power consumption and minimum oxygen pick-up.
The Clara separators are offered as complete skids or modularized systems that are easy to install and operate. They are fully equipped with a user-friendly control panel, valves, instruments, and other components for process and utilities control.
Application
The Alfa Laval Clara systems are designed for general use in the food and beverage industries and for other hygienic applications.
The Clara 750 is optimally designed for clarification duties with high performance and maximized yield. It is also suitable for polishing of beverages with high content of dissolved gas, like sparkling wine and of products that are sensitive to oxidation or loss of aromas.
Typical separation applications are clarification of the following products:
- Sparkling wine
- Wine
- Fruit juices
- Coffee and tea
Benefits
- High separation efficiency
- No oxygen pick-up
- No loss of dissolved CO2 and aromas
- Gentle treatment of the product
- Low power consumption
- Robust and reliable design
- Easy to operate
Design
The Clara 750 separation system consists of a separator, a process & service liquid unit, and an electrical & control system.
The disc stack separator is based on the Alfa Laval´s fully hermetic concept with bottom fed design. The bowl is sealed mechanically to prevent loss of dissolved CO2 & aromas and oxidation of the clarified product. The separator has variable discharge volume, which leads to minimum product loss.
The system is modularized and it can be configured from a selection of basic and other optional standardized units and control functions. The control system includes a PLC and a user-friendly HMI to monitor and control the separation process parameters. The system can be configured for remote operation. All metallic parts in contact with the process liquid are made of stainless steel. Gaskets and seals in contact with the product are made of FDA approved material and are approved according to food regulations (EC1935/2004).
The separation system is designed for automated Cleaning in Place (CIP).
Scope of supply
The standard Clara 750 separation system includes the following main components:
- Disc stack separator
- Process & service liquid unit:
– Valves, instruments and other components
– Flow and back pressure regulation valves
– Flow meter
– Sight glasses
– Sample valves
– Timer triggered solids discharge function - Electrical & control system:
– Control cabinet with PLC and HMI
– Motor starter cabinet with VFD - Commissioning spares
- Set of special tools
- Documentation
- The system is available in three pipe size configurations: DN50, DN65 and DN80
Options
- Feed pump
- Solids receiving unit (a collection device and a transfer pump for discharged solids)
- Turbidity triggered solids discharge function
- Capacity control by inlet turbidity
- Service options:
– Commissioning
– Operators training (basic and advanced level)
– Basic service agreement
– Performance agreement
Working principle
The process & service liquid unit monitors and regulates the flow and pressure of the feed and utility liquids in and out of the separator.
The feed enters the separator bowl from the bottom via the drive spindle. Separation takes place between the bowl discs as a result of the centrifugal force that causes the solids to move towards the periphery. The clarified/separated liquid is continuously pumped out of the hermetically sealed bowl by an integrated impeller through the outlet at the top of the separator.
The solids collected in the periphery of the bowl are discharged intermittently through the discharge ports. Discharge is triggered by a timer or by an optional turbidity meter mounted on the clarified product outlet pipe. Water is used to control the movement of the sliding bowl bottom part that opens and closes the discharge ports. The discharged solids decelerate in the sludge cyclone and can be pumped out of the system by the optional solids receiving unit.
The process & service liquid unit also controls the separator’s discharge system, flushing, and CIP.
Technical data
Performance data
| Maximum capacity | DN50: 20 000 litre/h (88 US gpm)
DN65: 35 000 litre/h (154 US gpm) DN80: 50 000 litre/h (220 US gpm) |
| Maximum motor power | 45 kW (60.35 HP) |
Connections
| Feed inlet | DIN 11851 DN50/65/80 |
| Product outlet | DIN 11851 DN50/65/80 |
| Solids outlet | DIN Flange DN200 |
Material data
| Bowl body | Stainless steel, EN 1.4418 |
| Frame top part | Stainless steel 316, EN 1.4401, ASTM S31600 |
| Gaskets (product wetted) | NBR and EPDM, FDA approved materials |
| Piping | Stainless steel, AISI 316L |
| Frame and cabinets | Stainless steel, AISI 304 |
Weights
| System incl. separator, bowl and motor | 3990 kg (8796 lbs) |
| Bowl | 1150 kg (2535 lbs) |
Dimensional drawing
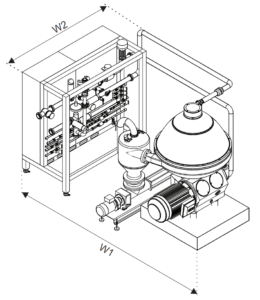
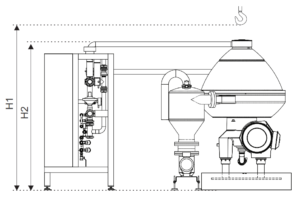
Dimensions
| H1 (minimum lifting height) | 3030 mm (9 ft 11 5/16 inches) |
| H2 | 2120 mm (6 ft 11 7/16 inches) |
| W1 | 3500 mm (11 ft 5 13/16 inches) |
| W2 | 2355 mm (7 ft 8 11/16 inches) |